

- ZP
- China Foshan
- 60 Tage
- 10 Sets/Monate
Industrielle Rohrwalzwerke fertigen Edelstahlrohre für den Maschinenbau, das Bauwesen, die Medizintechnik, Kältetechnik, Lebensmittel- und Getränkeindustrie, Heiztechnik und die Nuklearindustrie umfasst. Diese Rohrverbindungen müssen in der Regel einem gewissen Innendruck standhalten. Daher müssen die Rohre spannungsfrei gemacht und die Schweißnähte entfernt werden, um Risse zu vermeiden. Druckbelastete Rohrverbindungen werden geglüht und einer Wirbelstromprüfung unterzogen. Aufgrund der hohen Anforderungen an Stahlrohre im industriellen Bereich müssen auch die produzierten Stahlrohre von hoher Qualität sein. Die Glühanlage dient dem Spannungsabbau und der Rissfreiheit der Rohre. Die Wirbelstromprüfung dient der Erkennung von Rissen im Material, der Stabilität der Schweißnähte usw.
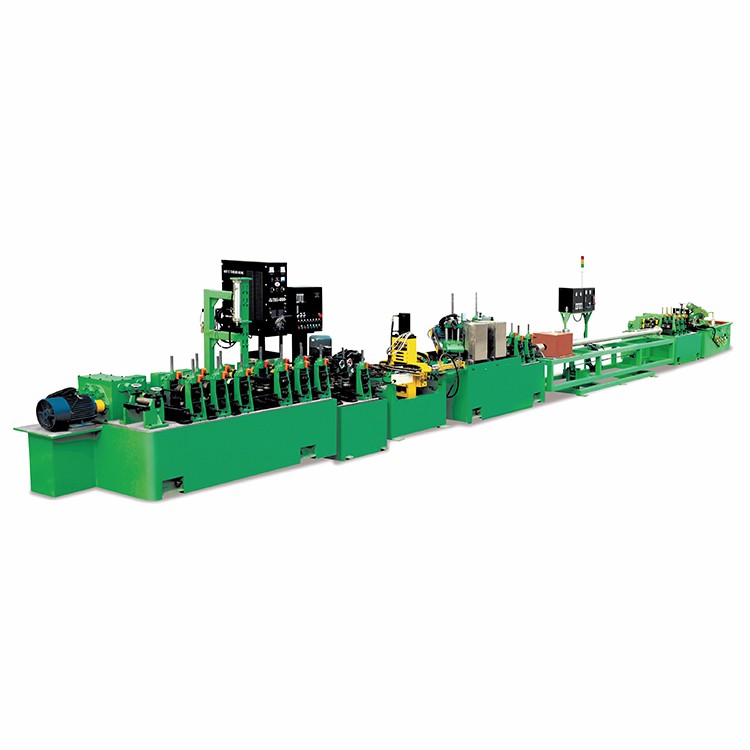
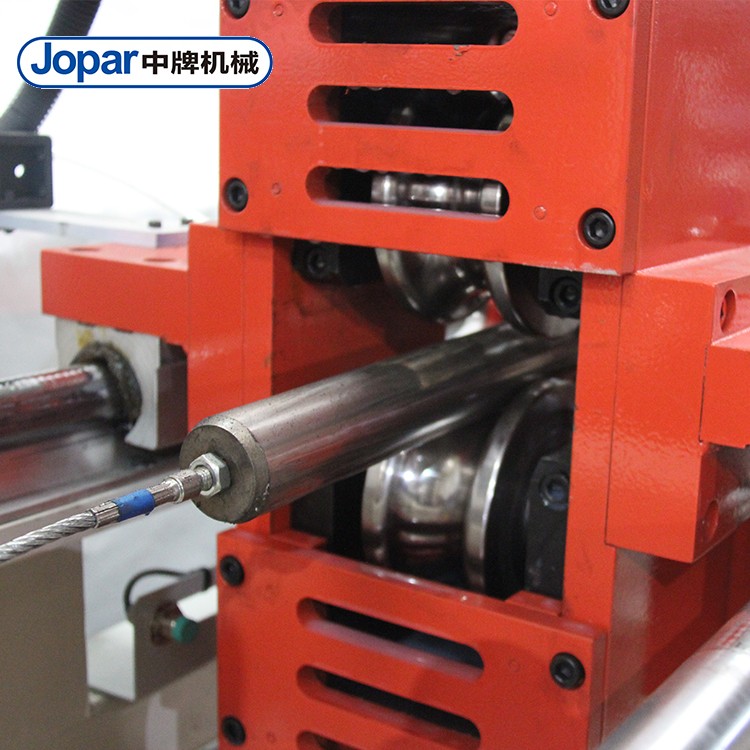
Industrielle Abgasrohr-Herstellungsmaschine


PRODUKTPROZESSE
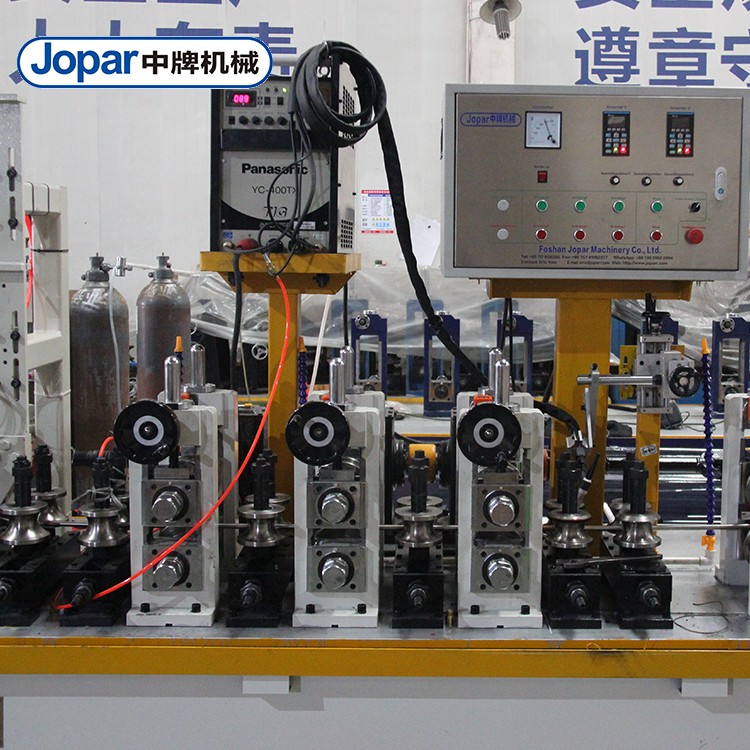
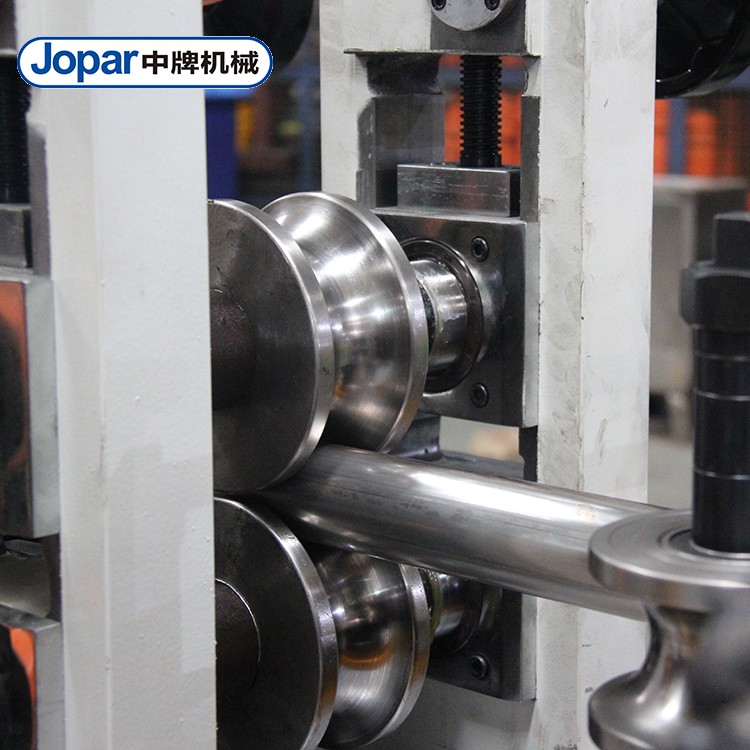
Ein- oder doppelseitiger Abwickler - Richtabschnitt - Schweißphase - Abschnitt zum Entfernen der inneren Schweißnaht - Abschnitt zum Schleifen der äußeren Schweißnaht - erster Kalibrierabschnitt - Inline-Glühabschnitt - Abschnitt zum Endkalibrier- und Richtabschnitt - zerstörungsfreie Prüfung - Markierungsphase - Festlängeneinstellung - Abschneiden - Abschneiden - Endprodukt-Aufladephase.
TECHNISCHE PARAMETER
| Modell |
Horizontal Schaftgröße |
Vertikal Welle Größe |
Aus Durchmesser Reichweite |
Dicke |
Fahren Motor |
Dimension |
| ZP-I40 | 40 mm | 25 mm | 8-51 mm | 0,5–2,0 mm |
Vorderachse: 7,5 kW Hinten: 7,5 kW |
29 m × 1,5 m |
| ZP-I50 | 50 mm | 30 mm | 25-63 mm | 0,5–3,0 mm |
Vorderachse: 7,5 kW Hinten: 7,5 kW |
31 m × 1,5 m |
| ZP-I60 | 60 mm | 40 mm | 89-168 mm | 0,6–3,5 mm |
Vorderachse: 7,5 kW Hinten: 7,5 kW |
34 m × 1,8 m |
| ZP-I80 | 80 mm | 50 mm | 89-168 mm | 1,0–4,5 mm |
Vorderachse: 7,5 kW Hinten: 7,5 kW |
40 m × 2,5 m |
| ZP-I100 | 100 mm | 60 mm | 114–219 mm | 1,0–5,0 mm |
Vorderachse: 7,5 kW Hinten: 7,5 kW |
44 m × 3,0 m |
|
WIR BIETEN PROFESSIONELLE LÖSUNGEN FÜR GESCHWEISSTE ROHRE |
||||||

PRODUKTPROZESSE
Ein- oder zweiseitiges Abwickeln – Richten des Abschnitts – Formen des Abschnitts – Schweißen – Ein
-Linie innerhalb der Schweißnaht entfernen -Abschnitt außerhalb der Schweißnaht schleifen -erster
Kalibrierabschnitt – Inline-Glühabschnitt – Endkalibrierabschnitt und Richtabschnitt – Zerstörungsfreie Prüfung – Herstellungslager – Fixierung – Festlänge – Abschneiden – Ende
Produkt-Upload-Phase.